Our Process
Investment Process
At Marc Investment Castings, we have the technical know-how with respect to all the modern processes that shall prove to be important and relevant.
At MARC Investment Castings, we have many years of experience in the investment casting industry. We produce investment castings from both ferrous and non-ferrous metals in the required specifications for Automobile, medical, defence, and other critical industry applications at our foundry.
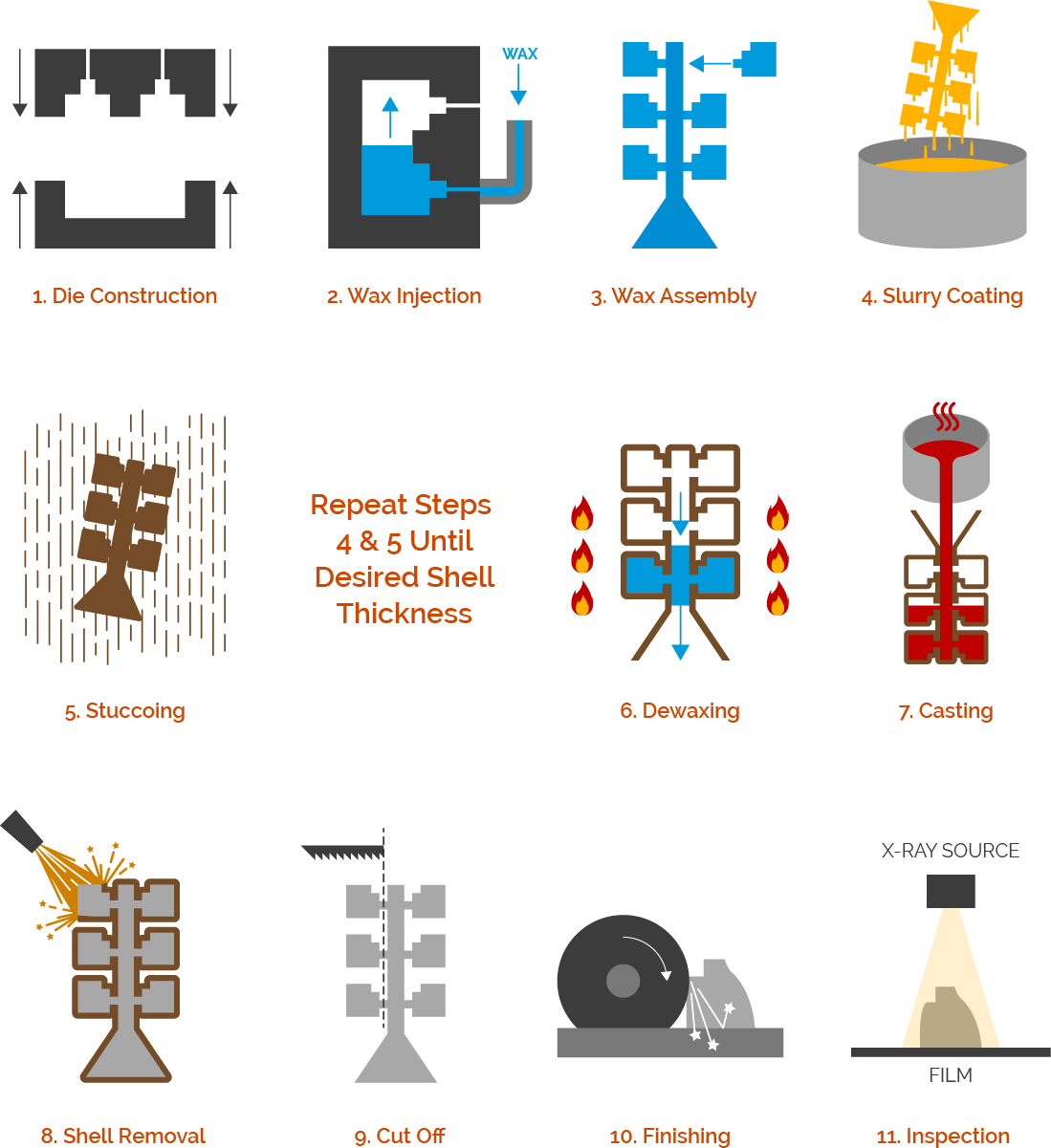
Investment Casting Process Steps at Marc Investment Castings :
- Create wax pattern: A pattern that replicates the finished part geometry is made using Build a wax injection die the first step involves designing and building a metal die from Aluminum. This die creates a wax replica of the desired part by injecting melted wax under high pressure into the cavity. The die can be made as a simple one cavity manual tool or a complex multi-cavity automatic tool depending on volume requirements.
- Wax Assembly: Next, the wax patterns are assembled onto runners and into a finished tree which is ready to be dipped.
- Slurry Coating: The assembly is then dipped into a high-grade ceramic slurry to build a ceramic shell around the wax tree.
- Stuccoing: After the slurry coating is done, particles of sand are dropped onto the surface of the wet tree assembly. This helps to thicken and strengthen the layer of coating on the wax assembly surface.
- Repeat Steps 4 and 5: Repeat steps 4 and 5 until the assembly achieves the desired shell thickness. The assembly is then allowed to set and dry.
- Dewaxing: The wax inside the newly built shell is now removed. Dewaxing is done using a steam-dewaxing autoclave or flash fire furnace.
- Casting: Now the desired molten metal is poured into the pre-heated mold cavity.
- Cooling: The mold then sits to allow the molten metal to cool and solidify which then becomes the final casting.
- Shell Removal: The shell material is then removed through processes hammer knockout, vibration, and steel grit blasting.
- Cut Off: The finished parts are then cut free from the gating and runner system.
- Finishing: Various finishing techniques are then employed including grinding, sand blasting and coating to achieve the final surface needed.
- Testing: Once the finishing operations are done, the parts are inspected for surface and sub-surface defects. Visual and fluorescent penetrant inspection is done for surfaces and X-ray is employed for sub-surface defect identification.
Applications
We are proud to produce complex investment cast parts with superior surface finishes in the industries fastest lead-times for the following markets:
- Defense
- Medical
- Electronics
- Automotive
- Oil and Gas
- Hydrant Valve
- Commercial
- Pumps, Compressors and many more
Casting process comparison chart
| Process | Investment (Lost Wax) |
Green Sand | Dry Sand (Chemical or Vapor Cure) |
Permanent Mold (Gravity Die Casting) |
Die Casting |
| Metals Cast | Nearly all ferrous and non-ferrous alloys | Wide range of ferrous and non-ferrous alloys | Wide range of ferrous and non-ferrous alloys | Nonferrous alloys (Al, Zn, Mg, certain Cu), some Fe | Nonferrous alloys only (Al, Zn, Cu, Mg, Sn, Pb) |
| Complexity of Shape | 4 (Greatest) | 3 | 3 | 2 | 1 (Least) |
| Casting Weight | Ounces to 250 lbs. | Ounces to Tons | Ounces to Tons | Ounces to 250 lbs. | Ounces to 40 lbs. |
| Min. Section Thickness | 0.020″-0.080″ | 0.125″-0.250″ | 0.060″-0.250″ | 0.060″-0.250″ | 0.025″-0.080″ |
| Linear Dimensional Tolerances | Under 1″: +/-0.005″. Over 1″ add +/- 0.003 in.in | +/- 0.015-0.250 in Add +/- 0.015″-0.250″ across parting plane | +/-0.020-0.060 in. Add +/- 0.020″-0.060″ across parting plane | Under 1″: +/- 0.010. Over 1″ add +/- 0.002 in/in. Add +/-0.015-0.060″ across parting plane | +/-0.0015-0.005 in Add +/-0.001″-0.005″ across parting plane |
| Surface Finish (Micro Inches) | 63-125 | 150-500 | 150-250 | 150-350 | 32-63 |
| Tooling Costs | Low-to-Moderate | Low | Low | Moderate | High |
| Optimum Lot Size | Small-to-Medium depending on degree of process mechanization | Small-to-large depending on degree of process mechanization | Small-to-medium depending on degree of process mechanization | Medium | Large |
| Draft Required | None | 1-5 degrees | 1-3 degrees | 2-5 degrees | 1/2 to 2 degrees |
| Advantages | No Parting Plane. Accommodates nearly all metals. Near-net-shape castings require minimal machining. | High production rates possible through mechanization | Moisture-free mold | Mold life of 15,000 cycles or more depending upon pouring temperature of metal and upon casting specs. Both metal and sand cores are used. | Mold life from 15,000 cycles depending upon pouring temperature of metal and upon casting specs. Near-net-shape castings require minimal machining. |
| Disadvantages | Mold is not reusable. Mold materials not reusable. Process is labor and energy intensive | Mold is not reusable. | Mold is not reusable. | Some shapes cannot be cast. | Sealing may be required to achieve pressure or leak tight castings. Metal cores only. Sand cores cannot be used. |